 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Введение в структуру отверстий матрицы для волочения проволоки
Введение в структуру отверстий матрицы для волочения проволоки
Представление структуры отверстий матрицы для волочения проволоки
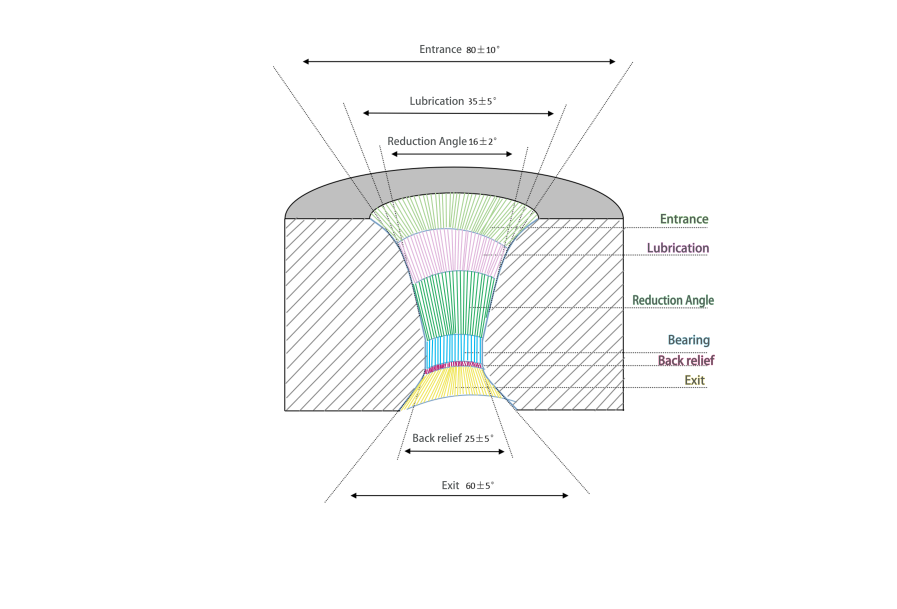
Входная зона : материалы для рисования поступают в штампы через эту область. Обычно это дуга, чтобы избежать царапин материалов при вытяжке матрицами.
Зона смазки: Предназначена для хранения смазки и смазки волочильного материала, способствующей плавному волочению.
Зона восстановления: Это зона пластической деформации при волочении металла, ключевыми размерами которой являются длина и угол. Меньшая длина приведет к тому, что волочильный металл будет оказывать большее давление на зону обжатия. Это значительно увеличит растягивающее напряжение и ускорит износ матриц, что повлияет на эффект волочения. Длина зоны уменьшения различается в зависимости от материала волочения, диаметра и смазки. Принцип выбора: 1) длина проволоки из мягкого металла должна быть короче, чем при волочении проволоки из твердого металла; 2) длина должна быть короче при волочении проволоки малого диаметра по сравнению с волочением проволоки большого диаметра; 3) длина должна быть короче при мокрой вытяжке по сравнению с углом зоны уменьшения сухой вытяжки: больший угол увеличит прочность на разрыв и твердость волочильного материала, а также уменьшит изгиб и кручение. Угол зоны восстановления должен быть меньше при волочении стали и больше при волочении цветных металлов и карбидов.
Длина опоры: Материал для вытяжки приобретает свой окончательный размер через длину опоры, Длина опоры различается в зависимости от твердости, сечения и смазки чертежа. материал. Если длина подшипника слишком велика, это увеличит трение, что повысит температуру матрицы, а затем повлияет на срок службы матрицы. Это также увеличит растягивающее напряжение, что приведет к увеличению скорости усадки и разрушения при вытяжке, а также к увеличению расхода порошка; Если длина подшипника слишком мала, замена подшипника повлияет на конечный размер на чертеже.
Обычно 1) длина подшипника короче при волочении мягкого металлического материала по сравнению с волочением твердого металлического материала; 2) длина подшипника должна быть короче при волочении проволоки малого диаметра по сравнению с волочением проволоки большого диаметра; 3) длина подшипника должна быть короче при мокрой вытяжке по сравнению с сухой вытяжкой.
Задний выступ и выход: Выход — это последняя часть, где волочильный материал выходит из матриц. Это необходимо для защиты длины подшипника от растрескивания. Выход не должен быть слишком коротким, иначе розетку легко сломать; Задний рельеф означает, что волочильный металл не поцарапает выход и не повлияет на качество проволоки; во время регулировки матриц острая часть, соединяющая выход и подшипник, должна быть отшлифована до образования дуги, чтобы избежать царапин проволоки при прохождении через матрицу.

Провод Китай 2024
Мы примем участие в выставке Wire China 2024 в Шанхае.
Читать далееРоль SOLID крутильных матриц и их применение в промышленном производстве
SOLID STRANDING DIES, то есть твердоскруточная матрица, является незаменимым и важным инструментом в промышленности по производству проволоки и кабеля. Теперь я расскажу о роли SOLID STRANDING DIES и ее применении в промышленном производстве.
Читать далееО бритвенных пилинговых плашках
О применении пилинговых штампов для бритья
Читать далее